新闻资讯
新闻资讯
- 排烟风机可以不设置在机房内?此地明确
- 在电气火灾监控系统设计中,需要对配电线路的温度进行检测吗?
- 精心设计的消防系统在高层建筑火灾面前为什么会失灵
- 香港思考|施工场景火灾风险警示!临时无线方案筑牢安全屏障
- 电影院、礼堂、剧场、体育馆等场所观众厅的疏散门要求
- 《江西省消防技术标准疑难问题解答》中,关于安全疏散的内容
- 变电站设备房间都要设置气体灭火系统?
- 消防维保检测出虚假报告,追责时间期限是多久
- 室外楼梯代替防烟楼梯:可行性、利弊与实施建议
- 前室的可开启外窗面积指的是窗的面积还是开启后的有效面积?
联系我们
厂家:智淼消防检测设备厂家
手机:18910580194,15262554119
电话:4006-598-119
邮箱:18751140119@163.com
地址:江苏省苏州市常熟市黄河路275号城市之星119室
行业动态
测量系统分析及其在发动机生产中的应用
- 作者:消防检测设备
- 发布时间:2020-08-20 15:19:23
- 来源:http://www.zmxf119.com/
- 点击:551
测量系统分析及其在发动机生产中的应用
摘要:汽车产品的质量通过测量来保证,测量的有效性通过数据来实现,测量系统分析可以用来保证测量数据的真实性、有效性,从而实现汽车产品质量管理的成功。学习了测量系统分析有关的理论知识,了解了有关测量系统分析有关的实践方法,并对生产线上的测量设备进行了学习和操作,实际动手操作设备并进行了测量系统的完整分析。通过学习测量系统分析的有关理论知识,了解了测量系统有计量型测量系统、计数型测量系统、破坏型测量系统,同时对于统计学知识也有了一定的认识;通过了解测量系统分析有关的实践方法,掌握了测量系统分析的数据分析法和基于Minitab的图像分析法;通过对生产线上的设备的测量系统分析,能够对测量系统进行完整的分析,同时对于不合适的测量系统,通过与相关部门的沟通,采取了相应的措施,从而保证了测量系统的有效性,提高了产品质量测量数据的准确性,从而能很好的控制生产质量。
关键词:质量;测量系统分析;Minitab;计量;
Analysis of Measurement System and Its Application in Engine Production
HUANG Shuo
(Dongfeng Comuercial Vehicle Co.,Ltd.,Shiyan hubei,442001)
Abstract:By measuring the quality of automotive products to ensure, by means of measuring the effectiveness of the data to achieve, measurement system analysis of measurement data can be used to ensure the authenticity, validity, in order to achieve the success of automotive product quality management. Learning the measurement system analysis relevant theoretical knowledge, learned about the practice of measurement systems analysis methods, and production line equipment for the measurement of learning and operation, the actual hands-on equipment and carried out a complete analysis of the measurement system. Through the study of the theory of measurement systems analysis knowledge and understanding of the measurement system has metrological measurement system, counting type measuring systems with destructive measurement system, while there is a degree of knowledge for statistical knowledge; By understanding the measurement system analysis related practices , control of the measuring system and the analysis of the data analysis method based on image analysis Minitab; through the production line equipment measurement system analysis, the measurement system can be a complete analysis, while for inappropriate measurement system with the relevant departments communication, to take the appropriate measures to ensure the effectiveness of the measurement system, improve product quality measurement accuracy of the data, which can be well controlled production quality.
Keywords: quality; measurement system analysis; Minitab;measuring;
1测量系统理论基础
1.1测量系统概念和分类
测量系统是指对测量单元进行量化或对被测特性进行评估时,所使用的仪器或量具、标准装置、操作、方法、工装夹具、测试软件、人员、环境等因素的集合,也就是用来获得测量结果的整个过程。
测量系统分析是用来评估测量系统质量的。如图1所示。
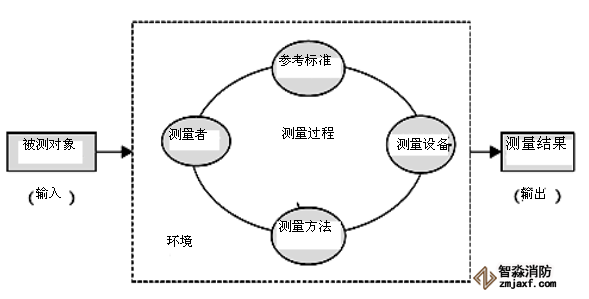
图1 测量系统图
理想的测量系统应该只存在测量对象本身的差异,而测量仪器、测量人员及重复测量所带来的误差均为零,即不存在测量误差,这时的测量值完全代表真值,这是我们最希望的。但实际上这种情况并不存在,任何一个测量过程中都存在输入、过程变量、输出。在这一过程中,输入为被测对象,过程变量有参考标准装置、测量者、测量方法和测量设备、环境等。这些变量对测量结果产生综合的影响,累计形成了测量误差。测量数据的误差是由被测量对象的实际误差和测量系统误差两部分组成。在测量系统分析中,通常主要对测量人员、测量对象和交互作用误差进行数据分析和判别。
测量系统分析可分为三类:计量型测量系统、计数型测量系统、破坏型测量系统。
1.2测量系统相关术语
测量:定义为赋值(或数)给具体事物以表示它们之间关于特定性的关系。赋值过程定义为测量过程,而赋予的值定义为测量值。
量具:任何用来获得测量结果的装置,经常用来特指用在车间的装置;包括通过/不通过装置。
测量系统:是用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;用来获得测量结果的整个过程。
变差:是过程的单独输出之间的必然差别。
标准差:是过程输出分布的测量或是来自于过程的抽样统计分布(如:子组均值),由![]() 表示,或字母
表示,或字母![]() (对样本标准差)。
(对样本标准差)。
测量系统误差:是由量具的偏移,重复性,再现性,稳定性和线性组合而成的变差。
测量数据的质量:取决于从处于稳定条件下进行操作的测量系统中,多次测量的统计特性。
准确度:量测实际值与工件真值间的差异,是指数据相对基准值的位置。
精密度:利用同一量具,重复量测相同工件同一质量特性,所得数据之变异性,是指数据的分布。
2测量系统分析结论对产品和过程决策的影响
2.1对产品决策的影响

图2 产品决策影响图
根据测量系统分析的结果,与产品的规格界限进行比较,从而对产品的可接受性判定,由于在测量系统分析时,测量数据覆盖了产品的规格界限,这时测量系统分析对产品决策可能产生错误的决策结论,其错误如下:Ⅰ型错误:生产者风险误发警报,好零件有时会被判为坏的;Ⅱ型错误:消费者风险或漏发警报,坏零件有时会被判为好的。由于测量系统产生的误差,将产品可划分为3个区域,如图3-1,即接收域、拒收域、模糊域,为了提高产品接受决策的准确性,从以下两个方面对系统作出改进:1改进生产区域:减少过程变差,没有零件产生在2区;2改进测量系统:减少测量系统误差从而减小2区域的面积。
2.2对过程决策的影响
①普通原因报告为特殊原因
②特殊原因报告为普通原因
测量系统变异性可能影响过程的稳定性、目标以及变差的决定
3曲轴测量机测量系统分析(GRR法)
本文针对东风商用车发动机生产线上的检测设备进行了测量系统分析,对曲轴OP30序的检测设备进行了测量系统分析。
曲轴承受连杆传来的力,并由此造成绕其本身轴线的力矩,并对外输出转矩。曲轴对于发动机性能的好坏有很大影响,对曲轴测量机进行测量系统分析,以保证曲轴的生产质量。
现场检测设备要求:曲轴OP30序,检具号为G05 8142 200,校准件号为G05 8142 243,测量器号为G05 8142 220,检定曲轴小头轴向长度,要求校准件的检定值为64.2482mm。
<1>偏倚分析
偏倚指的是同一特性的测量值的平均值与真值的差,其分析过程如下:
①取得样本得到真值;选取一根曲轴,并且建立可追溯到一相关标准的参考值,查得的基准值为67.2482mm,测量值在67.239-67.257mm之间,公差为0.018mm。
②在测量机上测量曲轴样本10次,结果如下表:
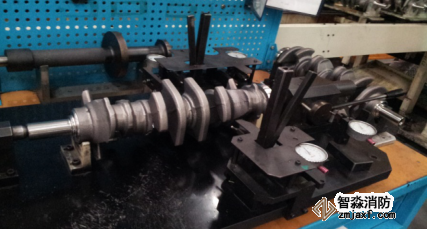
图3 测量示意图
表1 偏倚性分析数据表
|
序号 |
1 |
2 |
3 |
4 |
5 |
|
测量值 |
67.2485 |
67.2491 |
67.2488 |
67.2485 |
67.2483 |
|
偏倚 |
0.0003 |
0.0009 |
0.0006 |
0.0003 |
0.0001 |
|
序号 |
6 |
7 |
8 |
9 |
10 |
|
测量值 |
67.2479 |
67.2480 |
67.2485 |
67.2480 |
67.2500 |
|
偏倚 |
-0.0003 |
-0.0002 |
0.0003 |
-0.0002 |
0.0018 |
表2 偏倚Minitab分析表
|
变量 |
N |
平均值 |
标准差 |
平均值标准误差 |
95%置信区间 |
T |
P |
|
偏倚 |
10 |
0.000460 |
0.000662 |
0.000209 |
(-0.000014,0.000934) |
2.20 |
0.056 |
偏倚满足上述评判准则,所以测量系统的偏倚特性是满足要求的。
<2>线性分析
设备在预期操作内,偏倚的变差称为线性。线性反映了在被测特征公差范围内的多个偏倚的相互关系。
采取线性的间接表述及其评定方法,其分析过程如下:
连续测量零件50次,测量数据见下表:
用Minitab画出均值控制图和极差控制图:

图4 均值控制图

图5 极差控制图
<3>稳定性分析
稳定性指偏倚随时间变化的程度,不涉及精测基准值。仍以上述曲轴为例,在测量机上测量第四主轴颈的轴向位置,长度尺寸为159.28mm。其分析过程如下:
40天每隔两天连续测量五次,记录数据,算出5个测量值的均值X5和极差R5,然后再计算出20个R5的平均值R和20个X5的平均值X。
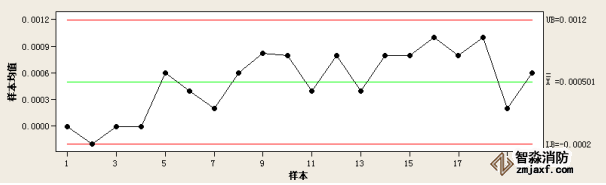
图6 均值控制图
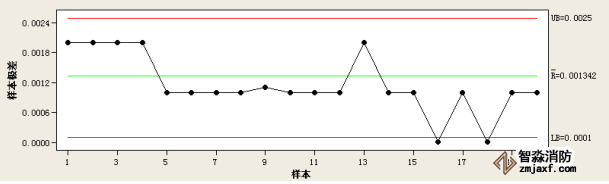
图7 极差控制图
测量系统稳定性的判定
判定准则:不能有点超出上、下控制限;不能有连续9点(或更多)落在控制中心线的同一侧;不能有连续6点(或更多)持续上升或下降;不能有连续14点交互升降。
在上6、7图中可看出,控制图中的曲线在控制范围内,依据控制图判断准则所评测量机的测量是稳定的。
4总结
本文首先介绍了测量系统分析的理论知识,介绍了测量系统的概念和分类,讲解了测量系统的相关术语,简述了测量系统的变差类型。
其次介绍了计量型测量系统分析的三种评定方法,掌握了美国的GRR法、德国的Cg和Cgk法和法国的CMC法这三种数据分析方法的具体评定过程以及其评定指标;对比了三种方法的区别及其适用场合;介绍了计数型测量系统分析的评定方法和步骤;对破坏型测量系统分析的评定过程及其评价指标也进行了一定程度的了解。
然后分别用GRR法对曲轴测量机测量系统进行了线性、稳定性、偏倚、重复性、再现性这五大性质的分析,用CMC法对曲轴测量机测量系统进行了分析,用CMC法对气密性测量机测量系统进行了简化分析,从这三种方法的评定过程,可以对比出其评定的简单和容易程度。通过对计数型测量系统分析,应用风险分析法中的假设检验分析法,结合实际生产检验中用到的通止规进行了具体的分析,利用Kappa值,评判其一致性。已有的认识和应用实践表明,测量系统分析可以保证测量的有效性,保证了产品质量测量数据的准确性,从而能很好的控制生产质量。通过对测量系统的变差源的分析,实现对测量系统的持续改进,进而提高工厂的质量管理能力。三类测量系统分析的不同方法,并结合工厂的实际应用,将理论和工厂实际生产相结合,就工厂的实际问题展开了对应的分析,进行了判断,确保测量过程的有效性。
参考文献
[1] 叶宗茂.浅谈我国汽车行业检测水平状况[J].神龙汽车有限公司,2002.
[2] 叶宗茂.我国汽车零部件专用检测设备发展状况[J].神龙汽车有限公司,2002.
[3] 蒋娟娟.浅谈如何更准确有效地对测量系统进行分析[J].湖南天雁机械有限责任公司,2007.
[4] 董双财.测量系统分析-理论、方法和应用[M].北京:中国计量出版社出版,2006.
[5] 何桢,生静,施亮星.测量系统的R&R分析在企业质量改进中的应用[J].天津:天津大学管理学院,2003.
黄硕(1989—),男,研究生学历,双硕士学位,工程师。研究方向为商用车整车技术。
标签:



















 苏公网安备32058102002149号
苏公网安备32058102002149号

 客服QQ
客服QQ